

What’s up, fellow Mazda enthusiasts!
You’ve probably heard the phrase “built block” lately on social media or at your local car meet, but you might be wondering what that actually means. In fact, you’ve probably heard it enough times that you don’t even notice it. For you newbies, it’s when the engine internals are replaced with performance parts. Whether you do or don’t understand what a built block is, I thought I would share my knowledge and experience through the engine building process for my 2009 Mazdaspeed 3.
The incident
The moment we all dread (or maybe even look forward to?) finally happened … zoom zoom BOOM (ZZB). I was merging onto the highway, within the speed limit, when the engine went silent and my dashboard became a Christmas tree of lights. I tried to start it … nothing. Well, shit.
I called the tow truck and brought my Mazdaspeed back to CorkSport HQ. A compression test gave me the quick, sad story. It was 0 0 0 0 across the board. Obviously, something gave out. That something turned out to be the friction washers on the crankshaft.
I now pronounce you piston and valve. You may kiss the valve.
The diagnosis
The engine slipped timing and bent all of the valves. Luckily, I didn’t vent the engine block in the process, so that could be reused. After all this, I didn’t trust the engine. So it was time to get built!

I pulled the engine and transmission from the vehicle and stripped them down to the bare components so the machine shop could do their magic. But, before we could let them start, I had to get some parts ordered for the machine shop to consider in the build tolerance. Just look at that stack of money … I mean parts.
The engine build parts

The bare engine block, a new used cylinder head, ACT 6-Puck clutch, and forged internals were sent to M & B Cylinder Heads for some much-needed love. The block was bored and cross-hatched to match up with the pistons, the main bearing journals were line honed where needed, and the deck surface was cut down just a hair to provide a new surface that’s true and flat. Since I wasn’t going for just a bare bones build, I opted to have some added processes done to help with reliability and performance.
- I planned to run without the balance shaft, commonly called a BSD (balance shaft delete), to increase the oil capacity of the oil pan. This would remove some rotating mass to help the engine rev more freely. However, this does come with some compromises, mainly in severe NVH (noise, vibration, harshness) the driver experiences. For this reason, I had the rotating assembly (crankshaft, connecting rods, pistons, clutch assembly, and crank pulley) balanced to further reduce vibrations.
- My build goal was at least 450 whp to further benefit the effect of the CorkSport Mazdaspeed camshafts, so I had the cylinder head ported to improve flow. The intake runners were opened up and cut to a single runner setup along with the exhaust ports. Both intake and exhaust had most of the work performed on the “bowl” area of the runners — the area just above the valve seat. To top it off, the combustion chamber was touched up to remove any sharp points to help reduce hot spots that may cause detonation.
Check out the cylinder head porting:


The engine build operation
After what felt like an eternity, we got all the completed parts back from M & B and were ready to begin the assembly process. This is when I really stepped back and let Vincent take the lead. He’s the master when it comes to engine blueprinting and assembly.
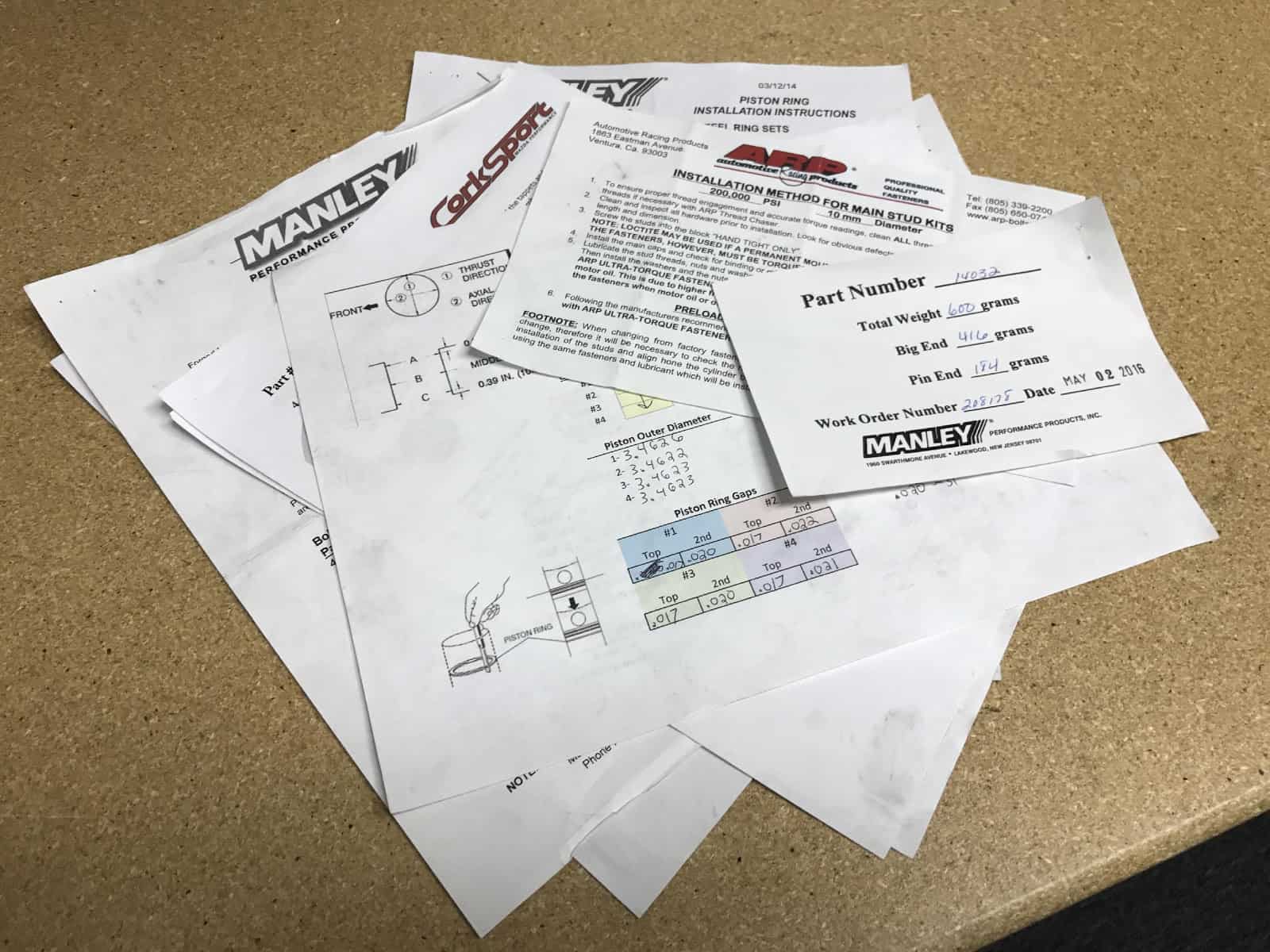
The blueprinting process is arguably the most critical and time-consuming process of the engine build process. Each cylinder diameter is measured at three different vertical locations to determine cylinder taper, then measured again 90 degrees from the previous locations to determine cylinder roundness. The piston outer diameter is measured as well and verified for the cylinder it was matched to at the machine shop. Once the block and pistons are confirmed, then the finer details are set in motion with the piston ring gaps, the main bearing and connecting rod bearing crush, and setting the main and head studs. I’m just skimming the surface here. Please note that all of this is measured down to the tens-of-thousandths of an inch. That’s 0.0001” for clarity. This really is a precise art.
With the short block assembled, it’s time to focus on the cylinder head. The cylinder head almost seems easy after the short block assembly. The cylinder head comes assembled with the seals, valves, and springs from the machine shop. What’s left to Vincent is the tappet and camshaft installation. The tappets are non-adjustable solid tappets and each has a specific and precise thickness. Once the camshafts are installed, the gap between the camshaft base circle and the tappet is measured and adjusted until the correct gap is achieved. Then the complete the cylinder head can be installed on the short block and the head tightening sequence performed.
If you want to see a really awesome video of this whole process, including a bunch of detail I haven’t added to this blog, you’re in luck (thanks to CorkSport’s Brett White).
I hope you enjoyed this tale as much as I enjoyed writing it. This not the end of my build, so hang tight for the rest of the engine and vehicle in a later post. We’d love to hear about your build, whether it’s a few bolt-on parts or a crazy built engine and car. Comment below and tell us about it!
Barrett @ CS
Connect with us
You may also like
Nice write up Brett it would be cool if we could send our intakes and exhausts to get ported at Cs.
We would love that too! If you need a trusted machine shop to use, we know of one. Just give us a call at 360-260-2675.
Funny you mention this because I myself am in the midst of rebuilding my engine for my 08 speed3. However, I did it in anticipation of engine failure rather than waiting for that dreaded day. I can only imagine what you must have felt like when the engine blew! It seems we have very similar build lists too. I’ve done all the engine blueprinting and now I’m on to the reassembly with the hopes of finishing this weekend!! I wish you the best of luck and you can see my build too on Instagram @renegade_cs
Is CS going to start offering an engine build program in the future?
How much would the parts cost in total I feel like my engine is showing signs so I want to buy the kit bit by bit
I’ve priced it out to roughly $2200 in parts along with a complete gasket kit from edge. Manley rods and pistons. Everything in the bottom end being replaced except crank basically. Bearings, pistons, rods, oil pump, VVT etc.